

Friday Matinee Special: Nuclear Manufacturing Innovation
Editors note: Today's video is second in a special series filmed in June at the American Nuclear Society's Annual Meeting held in San Francisco, Calif. this past June.
 The processes required to develop, manufacture, and inspect important components of nuclear power plants have long been a focus in the industry because of the long lead times required. In the years when a large number of nuclear plants was being ordered in the United States, components such as the reactor pressure vessel (and its closure head), and the steam generators in pressurized water plants, had to be ordered at least five years prior to the date at which the plant was expected to be completed. That long lead time was partly because of the mass of orders being received at the time, but was really largely due to the complexity both of making and then inspecting/approving these critical parts for a very demanding kind of service-that is to say, exposed to very high levels of ionizing radiation and to very high temperatures and pressures.
The processes required to develop, manufacture, and inspect important components of nuclear power plants have long been a focus in the industry because of the long lead times required. In the years when a large number of nuclear plants was being ordered in the United States, components such as the reactor pressure vessel (and its closure head), and the steam generators in pressurized water plants, had to be ordered at least five years prior to the date at which the plant was expected to be completed. That long lead time was partly because of the mass of orders being received at the time, but was really largely due to the complexity both of making and then inspecting/approving these critical parts for a very demanding kind of service-that is to say, exposed to very high levels of ionizing radiation and to very high temperatures and pressures.
New processes for making components may be a key in shortening those timelines, according to David W. Gandy, who represented the Electric Power Research Institute (EPRI) during the 2017 ANS Annual Meeting's series of presentations on Innovation in Nuclear Technology. Gandy led off by describing how hot isostatic pressing may be able to speed up and simplify the manufacturing of large components for nuclear plants.
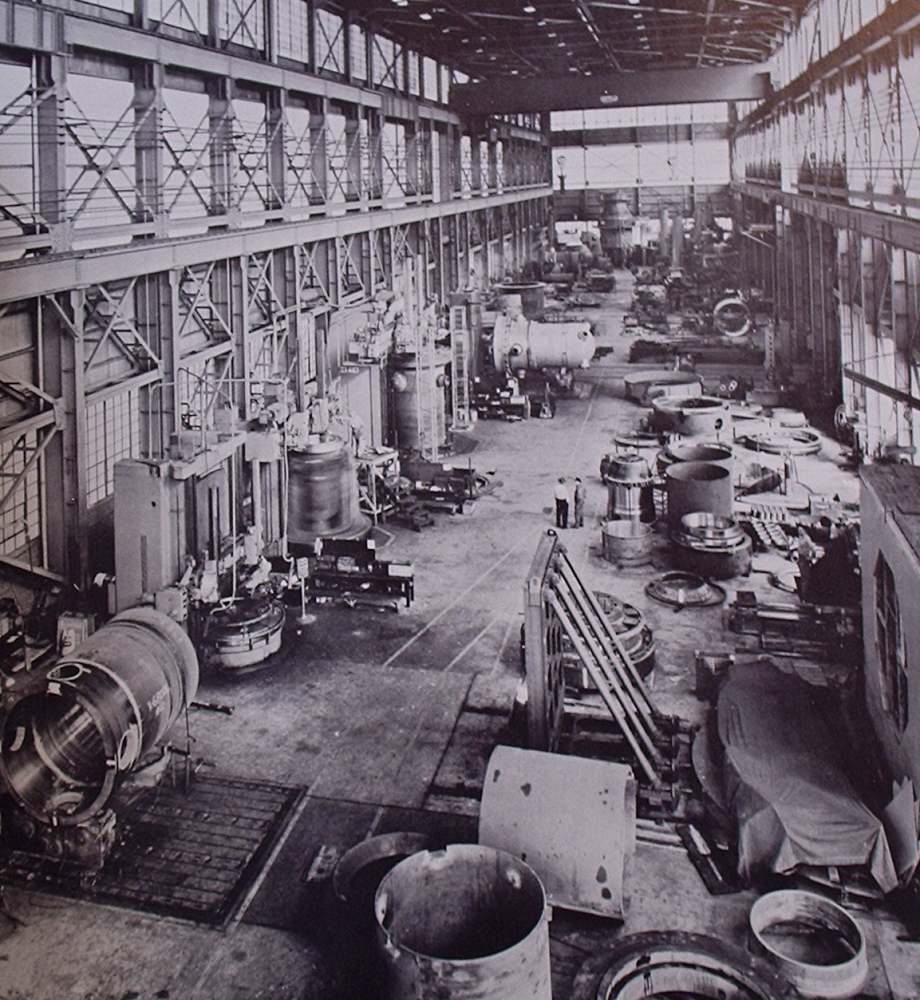
Reactor pressure vessel fabrication shop, Combustion Engineering, Inc., 1958. Various vessels for commercial and military applications are seen in fabrication. Note the vessel being spun on a machining table along the left wall, blurring the image. This image can immediately be identified as early as the vessels are still small (later ones for 1000 MWe commercial plants were tall enough to stretch almost across the entire hall when laid sideways) and because at least one vessel is visible with coolant penetrations in its lower head, i.e. below the reactor core when installed. This was later considered potentially unsafe as a rupture could drain the core quickly, and all large penetrations were then kept above actual core level. Cylindrical sections for forming the bodies of pressure vessels are seen along the right, as are forged rings that will be machined into bolting rings for application to the top of the completed vessel bodies. Photo from "Atoms for Peace USA 1958" in Will Davis library.
Gandy went on to describe EPRI's interest in electron beam welding. In the past, various large components in nuclear plants (such as the pressure vessel) were manufactured, in the earliest days, by rolled plate-a large thick plate was rolled into a right circular cylinder, stood up, and then welded up the side to close the cylinder. Several of these could be stacked on top of each other and welded together; a dished bottom cover would be added (itself built up from pie-shaped pieces and a central disc) to act as a lower closure. A ring would be added at the top onto which the closure head could bolt. Later, after it was discovered that having axial welds in the high flux region directly abreast the reactor core led to faster-than-desired embrittlement of the vessel (due to stresses around the welds), vessels began to be manufactured from forged rings; these were then stacked on each other to form the vessel's body. While this method still had welds in the body of the vessel, none were axial. Either method required a large number of weld passes to be made on each of the joining sections-except for vertical seams in rolled plate type vessels made by Babcock & Wilcox, which developed a form of electroslag welding that could seal the rolled plate section in one single pass. Still, the welding work was not only very time consuming but quality was absolutely critical to the safe operation of the reactor that the vessel would contain.
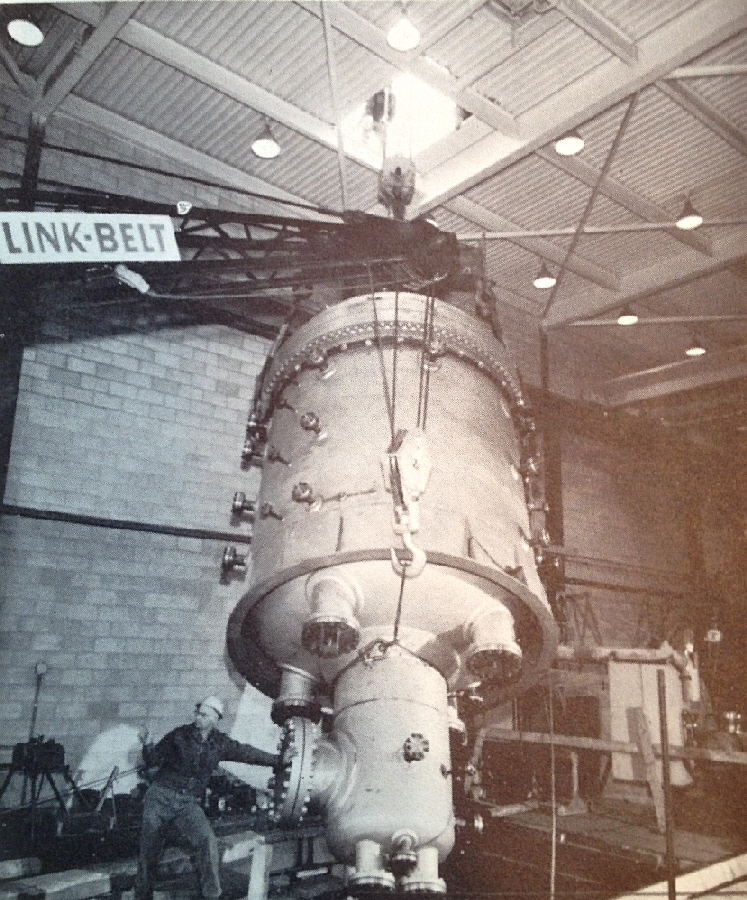
Installation of the reactor vessel in the SPERT-II experimental test facility, National Reactor Testing Station, Idaho. This roughly SMR-sized component and even considerably larger ones could benefit from many of the techniques described in this week's Matinee video. Photo in Will Davis' collection.
Electron beam welding, Gandy pointed out, does any job in one pass-but requires special large vacuum chambers in which to perform the work. Gandy's argument for this method also included the time reduction factor, as well as others, and he offered actual examples to prove the rapidity of the method. Very important is the potential, because of the quality achievable with electron beam welding (which employs no filler material) to reduce or eliminate some in-service inspections of welded components in inaccessible or high radiation areas.
Also described was "additive manufacturing," much better known to the public as 3-D printing. The potential advantages of this method of manufacturing are innumerable, but it may be the furthest from nuclear application at this early date. However, the continued growth and application of 3-D printing in all sectors of manufacturing is assured, and nuclear technology might be one of the best applications to reduce lead times and even the need to long-term stockpile some spare parts.
And now, on to today's Friday Matinee.